

Einführung
Das Profilwalzen ist ein Verfahren, das in der Metallverarbeitung und -herstellung hauptsächlich zur Herstellung von Formen mit bestimmten Querschnittsprofilen eingesetzt wird. Es handelt sich um ein kontinuierliches Verfahren, bei dem ein Metallband durch eine Reihe von Walzen bewegt wird, um ein Profil mit der gewünschten Geometrie zu erzeugen. Dies unterscheidet sich vom traditionellen Flachwalzen, bei dem das Ziel darin besteht, eine gleichmäßige Dicke, z. B. eines Blechs, zu erzeugen. In diesem Artikel wird die Schmierung beim Kaltwalzen von Profilen behandelt, einschließlich einer Erklärung zu Haft- und Gleitbereichen.
Profilwalzen
Ein vereinfachtes Schema des Profilwalzens mit drei Rollensätzen ist unten dargestellt. In der Realität werden bei der Herstellung von Profilen mehr Walzen (z. B. 5 – 30) verwendet, und die Anzahl der Walzen hängt von den Eigenschaften des Metallbandes und der Komplexität des hergestellten Profils ab.
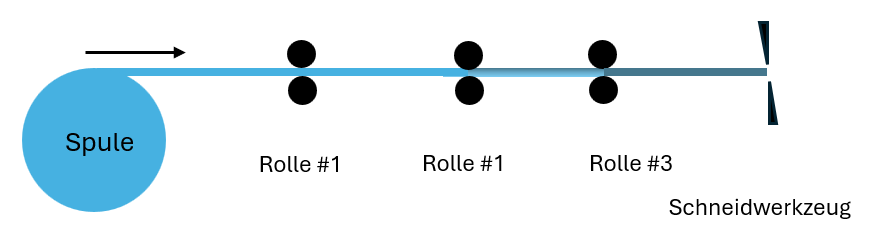
Der Prozess beginnt mit dem Abwickeln des Metallbandes, das durch die Walzen läuft und schließlich von einem Messer auf die gewünschte Profillänge geschnitten wird. Das Schneiden kann mit einem beweglichen Messer erfolgen, so dass die Geschwindigkeit des Bandes unverändert bleibt. Alternativ dazu kann das Band während des Schneidens für einige Sekunden angehalten und dann wieder gestartet werden. Diese häufigen Stopp-/Startvorgänge können sich negativ auf den Walzvorgang und die Oberflächeneigenschaften auswirken, da sie den reibungslosen Ablauf stören.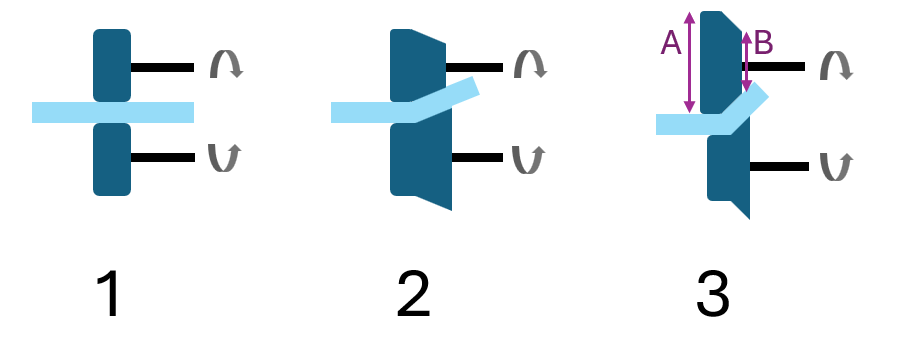
In diesem Beispiel verformt der Rollensatz Nr. 1 das Band nicht und transportiert es lediglich in den Profilwalzprozess. Grundsätzlich sollte der Rollensatz Nr. 1 eine gute Haftung haben. Umformkräfte sind in diesem Schritt nicht vorhanden. Bei den nächsten Rollensätzen wird das Band jedes Mal leicht verformt. Normalerweise ist die Profilwalzanlage so ausgelegt, dass die Verformung bei jedem Rollensatz ausgeglichen ist. An bestimmten Umformwalzen können jedoch lokal extreme Kräfte auftreten.
Zunächst wird die Herausforderung zwischen Haften und Schlupf diskutiert. Wie bereits erwähnt, kann der Rollensatz Nr. 1 nur auf der Grundlage der Griffigkeit arbeiten und es sollte kein Schlupf auftreten. Je nach Material und Oberflächenbeschaffenheit kann ein gewisses Maß an Schmierung verwendet werden, aber oft ist eine Schmierung bei einer solchen Walzenkonstruktion und -funktionalität nicht erforderlich. Bei anderen Walzendesigns ist ein Schmiermittel wichtig, das das Gleichgewicht zwischen Haftung und Schlupf unterstützt. Der Rollensatz Nr. 3 ist beispielsweise so konstruiert, dass er das Band verformt, und je nach Metalleigenschaften und Rollenkonstruktion können die Kräfte recht hoch werden. Auch bei einer solchen Konstruktion arbeitet ein Teil der Walze unter guten Haftbedingungen, während ein anderer Teil Schlupf zulassen muss. Nehmen wir an, dass die Geschwindigkeit der Walze Nr. 3 auf der B-Seite gut an die Bandgeschwindigkeit angepasst ist. Auf Seite B tritt also kein Schlupf auf, und die B-Seite arbeitet unter guten Mitnahmebedingungen. Dies bedeutet automatisch, dass die Geschwindigkeiten auf der A-Seite der Walze Nr. 3 nicht aufeinander abgestimmt sind. Aufgrund des größeren Durchmessers der A-Seite und der gleichen Rotationsgeschwindigkeit (gleiche Drehzahl) wie auf der B-Seite hat die A-Seite die doppelte Geschwindigkeit an der Kontaktfläche. Die Geschwindigkeit der A-Seite ist doppelt so hoch wie die Bandgeschwindigkeit, so dass die Walze unter starken Schlupfbedingungen arbeitet. Folglich weist die Oberfläche der gesamten Walze ein Gefälle zwischen Griff und Schlupf auf.
Verschleiß an Band- und Rollenoberfläche
Da beim Walzen von Profilen sowohl Grip als auch Schlupf auftreten, gibt es unterschiedliche Schmierungssysteme. Im Falle von Grip reicht ein gewisser Schutz aus, um Kaltverschweißung unter hohem Druck zu verhindern. Bei Schlupf hingegen sollte nicht nur die Kaltverschweißung verhindert werden, sondern der Schutzfilm sollte auch die Bewegung der beiden Oberflächen aufeinander schmieren. Wenn der Schmierfilm nicht stark genug ist, kann es zu Oberflächenschäden an beiden Oberflächen kommen. Und wenn die Walzenoberflächen beschädigt werden, nimmt der Verschleiß der Walze exponentiell zu und verkürzt ihre Lebensdauer.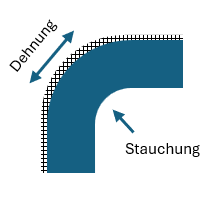
Zusätzlich sind bei extremeren Walzenausführungen für schärfere Profilkanten auch die Kräfte im Metallband selbst höher. Bei scharfen Ecken entstehen die Eigenspannungen im Metallband dadurch, dass das Metall auf der Innenseite zusammengedrückt, auf der Außenseite aber gedehnt wird. Dies kann zu Rissen an der Bandoberfläche führen, und in Kombination mit den Griff-Schlupf-Bedingungen an der Walze können Band und Walzenoberfläche verschleißen.
Beschichtete Profile
Für viele Anwendungen ist eine Beschichtung der Profile erforderlich. In einigen Fällen wird die Beschichtung bereits vorher auf das Band aufgetragen und dann wird das Band zu einem Profil verarbeitet. Abhängig von den Eigenschaften der Beschichtung kann eine Schmierung erforderlich sein. Eine typische Beschichtung, die bei der Profilherstellung geschmiert werden muss, ist verzinkter Stahl oder andere Metalle mit Zinkbeschichtung. Wie bereits erwähnt, ist die äußere Schicht eines Bandes extremen Kräften ausgesetzt, und wenn es sich bei der äußeren Schicht um eine separate dünne Schicht handelt, kann diese beim Profilieren leicht beschädigt werden, und es bilden sich Abblätterungen. Im Falle von Zink tritt ein weiteres chemisches Problem auf, nämlich die Anziehungskraft von Zink auf (Werkzeug-)Stahl. Mit anderen Worten: Zink haftet gerne an den Walzen, insbesondere unter harten Bedingungen wie hohen Kräften und Reibung zwischen der Zinkschicht und den Walzenoberflächen.
Schmierung
Um den Verschleiß der Rollen und Bandoberflächen zu verringern, sollte das richtige Schmiermittel verwendet werden. Da es unterschiedliche Reibungsbedingungen gibt, wie z. B. Haftung, Schlupf, Umformkräfte und chemische Anziehung, wurde von Q8Oils ein ausgewogenes Schmiermittel entwickelt. Besonderes Augenmerk wird auf die Entwicklung von Schmierstoffen mit hoher Oberflächenschutzleistung und einem guten Gleichgewicht zwischen Haft- und Gleitbedingungen gelegt. Diese Schmierstoffe können in sehr geringer Dosierung verwendet werden, um Kosten und Verschwendung zu reduzieren. Durch eine optimale Schmierung wird der Verschleiß der Rollen stark reduziert und auch der Energieverbrauch der Rollen-Elektromotoren wird verringert. Zur Sicherheit des Bedieners sind die Q8Oils Profilwalzprodukte vollsynthetisch mit hohem Flammpunkt und niedriger Verdampfungsrate.
Bemerkungen
Q8Oils arbeitet eng mit den Kunden zusammen, um ihren Profilwalzprozess mit maßgeschneiderten Schmierstoffen zu verbessern. Ein wichtiger Bestandteil der Verbesserungen ist das richtige Verständnis aller Anforderungen, der Betriebsparameter der Profilwalzanlage und anderer Schritte im gesamten Prozess.
Für weitere Informationen kontakt Sie bitte unser Rolling Team bei Q8Oils.



























")















