

El objetivo del laminado en frío de bandas metálicas es reducir el espesor y generar la calidad superficial deseada. La reducción del espesor es un proceso de deformación bajo grandes fuerzas con generación de calor. Para eliminar este calor de la banda y los rodillos se utiliza un fluido refrigerante. Además, es necesario controlar la fricción entre los rodillos de trabajo y la banda y, especialmente para los requisitos de alta calidad superficial, se utiliza aceite puro de laminación en frío como fluido lubricante y refrigerante.
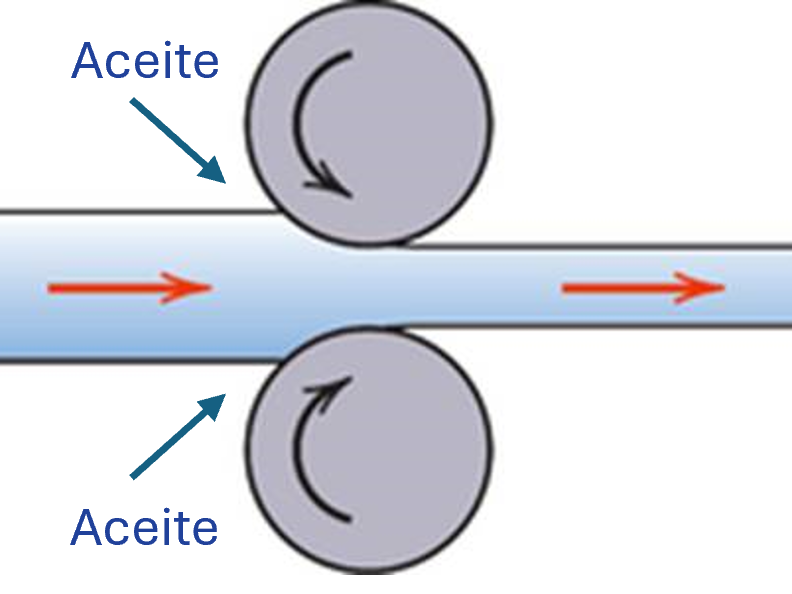
Mordida del rodillo
La mordida del rodillo se refiere a la zona en la que la banda de metal entra en el hueco entre dos rodillos de trabajo giratorios. Durante la laminación en frío, el material sufre una deformación plástica debido a las fuerzas de compresión ejercidas por los rodillos. La presión en esta zona es extremadamente alta, y el material experimenta tensiones normales y de cizallamiento a su paso.
La región de la mordida del rodillo es crucial porque afecta directamente a la reducción del espesor, la calidad de la superficie y las propiedades mecánicas del material laminado. El lubricante en la mordida del rodillo desempeña un papel importante en el control de la temperatura y la fricción durante el proceso de deformación. La protección contra el desgaste y la buena calidad de la superficie de la banda se consiguen con un lubricante bien diseñado con aditivos cuidadosamente seleccionados.
Lubricación
Normalmente, una película completa de aceite entre dos cuerpos proporciona una lubricación óptima. El rozamiento viene determinado por la fricción interna del aceite. Las superficies metálicas no se tocan, por lo que no hay fricción por contacto directo. Además, como no hay contacto entre las dos superficies metálicas, no se produce desgaste.

Sin embargo, una lubricación de película completa no permite la transferencia de fuerzas elevadas desde el rodillo de trabajo a la banda metálica. En consecuencia, la fuerza disponible para la deformación plástica es insuficiente y, por tanto, no es posible reducir el espesor de la banda. Además, la fricción es demasiado baja para el agarre deseado y si esta lubricación hidrodinámica de película completa se produce en el laminado en frío, la consecuencia es el deslizamiento. La lubricación hidrodinámica de película completa se favorece aumentando la viscosidad y/o la velocidad.
El régimen de lubricación deseado en el laminado en frío es el denominado régimen mixto, una combinación de los regímenes hidrodinámico y límite. En este régimen se produce el contacto metal-metal, normalmente en las asperezas de la superficie de la banda y el rodillo de trabajo.

En esta región de lubricación mixta, el contacto metal-metal puede provocar una soldadura en frío o un desgaste excesivo, con los consiguientes defectos superficiales. Para evitar o reducir estos defectos superficiales, se requiere una fuerte capa de protección molecular.
Protección de superficies a nivel molecular
Los metales como tales no tienen una superficie polar, ya que poseen una nube de electrones en movimiento libre. Sin embargo, según las circunstancias, pueden tener cargas eléctricas en su superficie. Éstas pueden proceder de diversas fuentes, como la deformación y la fricción. Además, una fina capa de oxidación puede actuar como un dipolo inducido, en el que las unidades de óxido presentan una polaridad determinada, lo que afecta a la distribución de la carga en la superficie.
Un aceite de laminación en frío de diseño óptimo contiene aditivos específicos para crear una capa protectora molecular que evite o reduzca el contacto metal-metal entre el rodillo de trabajo y la banda metálica. Normalmente, el aceite de laminación en frío contiene moléculas de lubricidad y moléculas de presión extrema (EP) para este fin. Dependiendo de los requisitos, puede tratarse de combinaciones bastante sencillas, pero también puede aplicarse tecnología multinivel.
Estos aditivos suelen tener una cabeza polar y una cola apolar. La cabeza polar es atraída por las cargas eléctricas de la superficie metálica. La cola apolar es muy similar a las moléculas de aceite. Por su naturaleza, estos aditivos prefieren desplazarse a la superficie del metal y humedecerlo. Esto contrasta con las moléculas de aceite, que prefieren permanecer juntas en lugar de mojar la superficie del metal.
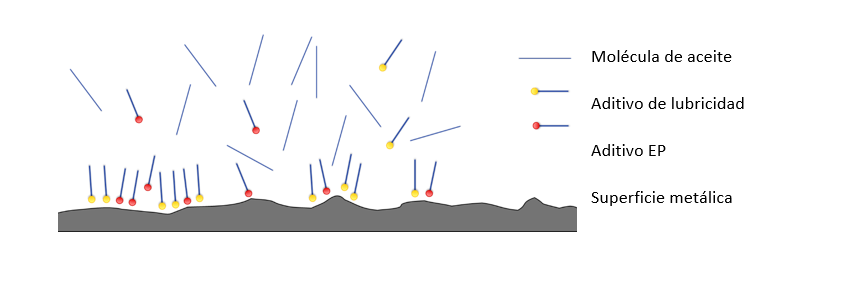
Las pequeñas moléculas de lubricidad pueden desplazarse rápidamente a la superficie metálica y proporcionar la necesaria humectación homogénea y rápida de las superficies del rodillo de trabajo y de la banda metálica. De este modo, proporcionan la lubricación inicial y la protección de la superficie. Sin embargo, si las fuerzas de laminación son mayores, puede que no sean capaces de mantener la protección y es entonces cuando las moléculas de lubricidad más grandes toman el relevo. Así pues, en función de las condiciones del proceso, puede ser necesaria una tecnología de aditivos de lubricidad multinivel.
Cuando las fuerzas de rodadura aumentan aún más, se requiere una atracción más fuerte entre las cabezas polares y la superficie metálica. Las moléculas de lubricidad se basan en la quimisorción y, por tanto, su poder de atracción es limitado. Por tanto, cuando las fuerzas de rodadura son mayores, la respuesta son los enlaces químicos. Las moléculas EP son capaces de formar enlaces químicos reversibles metal-aditivo. Las moléculas EP también tienen cabezas polares y pueden actuar inicialmente de forma similar a las moléculas de lubricidad. Sin embargo, si se les aplica una energía elevada (por ejemplo, fuerza o temperatura), pueden reaccionar con la superficie metálica del rodillo de trabajo en lugar de ser expulsadas. La fina capa de EP formada es fundamental en la protección contra el contacto metal-metal a altas fuerzas y muchos defectos superficiales pueden reducirse o eliminarse mediante una cuidadosa selección de la tecnología de aditivos EP.
Observaciones
Q8Oils colabora estrechamente con sus clientes para mejorar su proceso de laminación en frío con composiciones de aceite personalizadas. Una parte importante de las mejoras es el correcto conocimiento de los trenes de laminación en frío, los parámetros de funcionamiento y otros pasos de todo el proceso. La optimización para cada laminador en frío por separado puede proporcionar el mejor rendimiento y productividad.
Para más información, póngase en contacto con nuestro equipo de laminación en Q8Oils.





























 on screen with website. Focus on center-left of phone display.")














































































































































")



















































