

Introduction du profilage
Le profilage est un procédé utilisé dans la métallurgie et la fabrication, principalement pour produire des formes ayant des sections transversales spécifiques. Il s’agit d’un processus continu qui consiste à faire passer une bande de métal à travers un ensemble de rouleaux afin de produire un profil ayant la géométrie souhaitée. Ce procédé diffère du laminage plat traditionnel, dont l’objectif est de créer une épaisseur uniforme, telle qu’une feuille de métal. Cet article traite de la lubrification du laminage de profilés à froid et donne des explications sur les zones d’adhérence et de glissement.
Le laminage de profilés
Un schéma simplifié du laminage de profilés avec trois jeux de cylindres est présenté ci-dessous. En réalité, un plus grand nombre de rouleaux (par exemple de 5 à 30) est utilisé dans la fabrication des profilés et le nombre de rouleaux dépend des propriétés de la bande métallique et de la complexité du profilé produit.
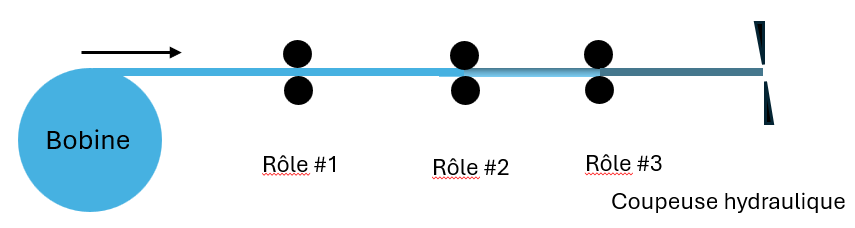
Le processus commence par le déroulement de la bande de métal, qui passe à travers les rouleaux et est finalement coupée à la longueur de profil souhaitée par un cutter. La coupe peut être effectuée avec un couteau mobile, de sorte que la vitesse de la bande reste inchangée. Sinon, la bande s’arrête de bouger pendant quelques secondes pendant la coupe et redémarre. Ces arrêts et redémarrages fréquents peuvent avoir une influence négative sur l’opération de laminage et les propriétés de la surface, car ils perturbent la fluidité du mouvement.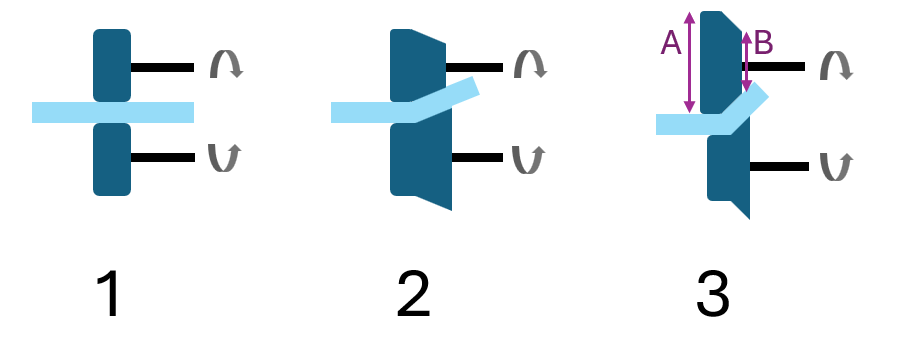
Dans cet exemple, le jeu de rouleaux n° 1 ne déforme pas la bande et ne fait que la transporter dans le processus de laminage du profilé. En principe, le jeu de rouleaux n° 1 devrait avoir une bonne adhérence et les forces de déformation ne sont pas présentes. Aux jeux de rouleaux suivants, la bande est à chaque fois légèrement déformée. En général, la ligne de profilage est conçue pour que la déformation soit équilibrée à chaque jeu de rouleaux. Cependant, des forces extrêmes peuvent apparaître localement au niveau de certains rouleaux de profilage.
Tout d’abord, le défi entre l’adhérence et le glissement est discuté. Comme nous l’avons mentionné, le jeu de rouleaux n° 1 peut fonctionner uniquement sur la base de l’adhérence et il ne devrait pas y avoir de glissement. En fonction des propriétés du matériau et de la surface, il est possible d’utiliser un lubrifiant, mais souvent la lubrification n’est pas nécessaire pour une telle conception et fonctionnalité du rouleau. Pour d’autres types de rouleaux, il est important d’utiliser un lubrifiant qui contribue à l’équilibre entre l’adhérence et le glissement. Par exemple, le jeu de rouleaux n° 3 est conçu pour déformer la bande et, en fonction des propriétés du métal et de la conception du rouleau, les forces peuvent devenir très élevées. De même, avec une telle conception, une partie du rouleau fonctionnera dans de bonnes conditions d’adhérence tandis qu’une autre partie devra permettre le glissement. Supposons que la vitesse du rouleau n° 3 du côté B soit bien alignée sur la vitesse de la bande. Ainsi, du côté B, il n’y a pas de glissement et le côté B fonctionne dans de bonnes conditions d’adhérence. Cela signifie automatiquement que du côté A du rouleau n° 3, les vitesses ne sont pas alignées. En raison du plus grand diamètre du côté A et de la même vitesse de rotation (même RPM) que le côté B, le côté A a une vitesse double à la surface de contact. La vitesse du côté A est le double de la vitesse de la bande et le rouleau fonctionne donc dans des conditions de glissement sévères. Par conséquent, la surface du rouleau entier présente un gradient entre l’adhérence et le glissement.
Usure de la surface des bandes et des rouleaux
L’adhérence et le glissement se produisant tous deux dans le processus de laminage des profilés, il existe différents régimes de lubrification. Dans le cas d’une simple adhérence, il suffit d’une protection pour empêcher le soudage à froid sous haute pression. En revanche, en cas de glissement, il faut non seulement empêcher la soudure à froid, mais le film de protection doit également lubrifier le mouvement des deux surfaces l’une sur l’autre. Si le film de lubrification n’est pas suffisamment résistant, les deux surfaces risquent d’être endommagées. Et lorsque les surfaces du rouleau sont endommagées, l’usure du rouleau augmente de manière exponentielle, ce qui réduit sa durée de vie.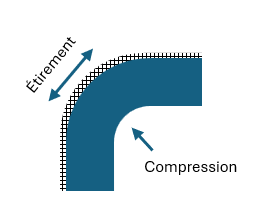
En outre, avec des conceptions de rouleaux plus extrêmes pour des bords de profil plus aigus, les forces dans la bande de métal elle-même sont également plus élevées. Dans le cas d’angles vifs, les contraintes internes dans la bande métallique proviennent du fait que le métal est comprimé à l’intérieur, alors qu’il est allongé à l’extérieur. Cela peut entraîner des fissures à la surface de la bande et, en combinaison avec les conditions d’adhérence et de glissement du rouleau, la bande et la surface du rouleau peuvent s’user.
Profils revêtus
Pour de nombreuses applications, un revêtement des profilés est nécessaire. Parfois, le revêtement est déjà appliqué sur la bande au préalable, puis la bande est transformée en profilé. En fonction des propriétés du revêtement, une lubrification peut être nécessaire. L’acier galvanisé ou d’autres métaux recouverts de zinc sont des revêtements typiques qui nécessitent une lubrification dans le processus de formage des profilés. Comme nous l’avons vu précédemment, la couche extérieure d’une bande subit des forces extrêmes et si la couche extérieure est une couche mince séparée, cette couche peut être facilement endommagée lors du processus de formage du profilé et des flocons se forment. Dans le cas du zinc, un autre problème chimique se pose, à savoir l’attraction du zinc sur l’acier (à outils). En d’autres termes, le zinc aime coller aux rouleaux, en particulier dans des conditions difficiles telles que des forces élevées et une friction entre la couche de zinc et les surfaces des rouleaux.
Lubrication
Pour réduire l’usure des rouleaux et des surfaces des bandes, il convient d’appliquer une lubrification correcte. Étant donné que différentes conditions de frottement sont présentes, telles que l’adhérence, le glissement, les forces de formation, l’attraction chimique, un lubrifiant équilibré a été mis au point par Q8Oils. Une attention particulière est accordée à la conception de lubrifiants ayant un pouvoir de protection de surface élevé et un bon équilibre entre les conditions d’adhérence et de glissement. Ces lubrifiants peuvent être utilisés à très faible dose pour réduire les coûts et les déversements. Grâce à une lubrification optimale, l’usure des rouleaux est fortement réduite, de même que la consommation d’énergie des électromoteurs des rouleaux. Pour la sécurité de l’opérateur, les produits Q8Oils pour le laminage de profilés sont entièrement synthétiques, avec un point d’éclair élevé et un faible taux d’évaporation.
Observations
Q8Oils travaille en étroite collaboration avec ses clients pour améliorer leur processus de laminage de profilés à l’aide de lubrifiants personnalisés. Une partie importante des améliorations est la compréhension correcte de toutes les exigences, des paramètres de fonctionnement de l’installation de laminage de profilés et des autres étapes de l’ensemble du processus.
Pour plus d’informations sur profilage et lubrication, veuillez contacter notre équipe de laminage chez Q8Oils.



























")

















