

Cold rolling
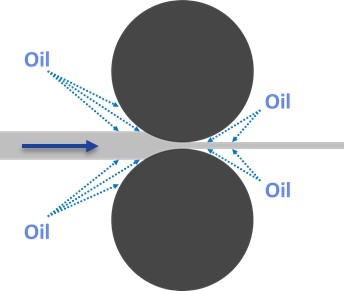 The purpose of cold rolling of metal strip is to reduce its thickness and improve the surface quality. This is a deformation process under high forces and a lot of heat is generated. A cooling fluid like a neat oil or emulsion is used to remove this heat from the strip and the rolls. Furthermore, the friction between the work rolls and strip needs to be controlled and especially for high quality surface requirements, neat cold rolling oil is used as lubrication and cooling fluid.
The purpose of cold rolling of metal strip is to reduce its thickness and improve the surface quality. This is a deformation process under high forces and a lot of heat is generated. A cooling fluid like a neat oil or emulsion is used to remove this heat from the strip and the rolls. Furthermore, the friction between the work rolls and strip needs to be controlled and especially for high quality surface requirements, neat cold rolling oil is used as lubrication and cooling fluid.
Viscosity
In the rolling process, different cold rolling oil viscosities can be used. Viscosity is a physical property of the cold rolling oil and the viscosity of a fluid describes its resistance to flow. A fluid like water has a low viscosity as it flows very easily, while for example honey or syrup is thicker, flows slowly and has therefore a high viscosity. In order to understand the importance of the cold rolling oil viscosity, a basic understanding of the so-called Stribeck curve is helpful.
Stribeck curve explained
The Stribeck curve displays the relationship between viscosity, speed and load on the x-axes versus the friction coefficient µ on the y-axes. A high value for friction coefficient µ means high friction between the two mating surfaces, for example between the work roll and the metal strip. High friction may result in micro welding of the mating surfaces, surface defects, high heat and more energy consumption.
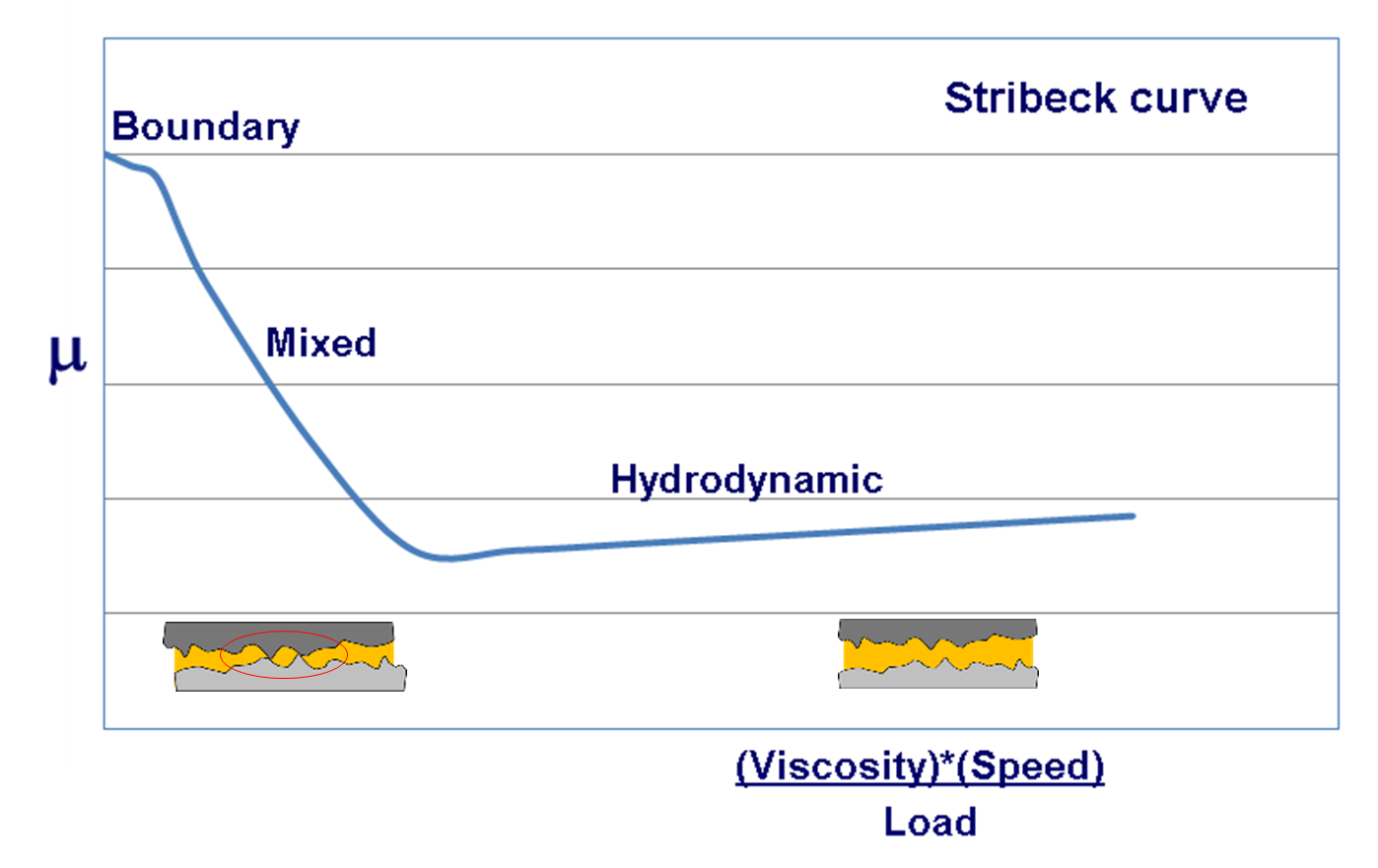
Typically, in the cold rolling process the mixed friction region is desired. In this mixed friction region a desired amount of metal-metal contact between the work roll and the strip occurs. This metal-metal contact is required to transfer roll force to the strip in order to reduce its thickness. Furthermore, metal-metal contact is required for surface roughness changes (optimize gloss) and gives the desired grip to move the strip through the cold rolling mill.
The lowest friction is achieved by just avoiding metal-metal contact and thus entering the hydrodynamic region. In the hydrodynamic region the two mating surfaces are separated by a (thin) oil film.
The relationship between viscosity, speed and load on the friction coefficient can be clarified with the principle of aquaplaning of a car. Under heavy shower conditions, a heavy car with small tires that drives slowly will have enough grip. Whereas fast driving with a light car and wide tires may risk aquaplaning seriously. The heavy car with small tires gives a high load (to the left side of the Stribeck curve, surface-surface contact). Decreasing the weight (Load) of the car and/or increasing the velocity (Speed) moves the situation to the right, and into the hydrodynamic region where a film is built up between the tire and road surface (aquaplaning), resulting in very low friction and no grip. Increase in viscosity has the same effect like a speed increase, as the fluid cannot move fast enough away to avoid the oil film built up. From this perspective, cold rolling is like driving a car and grip is required.
Viscosity of the cold rolling oil
Coming back to the cold rolling process, the required viscosity of the cold rolling oil depends on the rolling conditions. When operating the cold rolling process at low speed with high roll forces, the viscosity is not that critical. However, at higher speeds the viscosity becomes very important. Various cold rolling mills operate at 600-800 meter/min and may even speed up to 1000 meter/min. and then the viscosity of the cold rolling oil becomes extremely important to avoid slipping.
Another advantage is that lower viscosity cold rolling oil can be wiped off easier than thicker cold rolling oil and thus less oil is left on the strip. This has a positive effect on reducing the oil consumption, winding up the coils, and after treatments like degreasing or annealing. In the annealing step not only the amount of oil on the strip is important, but also the easiness to evaporate. A low viscosity cold rolling oil is easier burned off than a high viscosity cold rolling oil, which is an advantage in annealing.
Obviously, the chosen viscosity also depends on the OEM requirements of the rolling mill as well as the achievable cold rolling conditions and optimization thereof. Cold rolling oil characteristics are an important parameter in the entire cold rolling process.
Remarks
Q8Oils work closely together with customers to improve their cold rolling process with customized oil compositions. An important part of improvements is the correct understanding of the cold rolling mills, the operation parameters and other steps in the entire process. Optimization for each cold rolling mill separately may give the best performance and productivity.
For more information, please contact our Rolling Team at Q8Oils.
Contact us for more information regarding cold rolling and Q8Oils products.






















 on screen with website. Focus on center-left of phone display.")














































































































































")



















































