

The purpose of cold rolling of metal strip is thickness reduction and to generate the desired surface quality. Thickness reduction is a deformation process under high forces with generation of heat. A cooling fluid is used to remove this heat from the strip and the rolls. Furthermore, the friction between the work rolls and strip needs to be controlled and especially for high quality surface requirements, neat cold rolling oil is used as lubrication and cooling fluid.
Roll bite
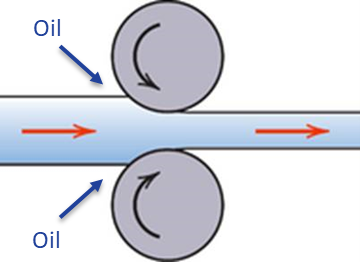
The roll bite refers to the zone where the metal strip enters the gap between two rotating work rolls. During cold rolling, the material undergoes plastic deformation due to the compression forces exerted by the rolls. The pressure in this area is extremely high, and the material experiences both shear and normal stresses as it passes through.
The roll bite region is crucial because it directly affects the thickness reduction, surface quality, and mechanical properties of the rolled material. The lubricant in the roll bite plays an important role in controlling the temperature and friction during the deformation process. Wear protection and good strip surface quality is achieved with a well-designed lubricant with carefully selected additives.
Lubrication
Typically, a full oil film between two bodies gives optimal lubrication. The friction is determined by the internal friction in the oil. The metal surfaces do not touch each other and thus no friction due to direct contact. Also as there is not contact between the two metal surfaces, no wear occur.

However, a full film lubrication does not allow high forces transferring through from the work roll to the metal strip. Consequently insufficient force is available for plastic deformation, and strip thickness reduction is therefore not possible. Also, the friction is too low for the desired grip and if this hydrodynamic full film lubrication occurs in cold rolling, the consequence is slipping. A hydrodynamic full film lubrication is promoted by increased viscosity and/or speed.
The desired lubrication regime in cold rolling is the so called mixed regime, a combination of hydrodynamic and boundary regimes. In this regime metal-metal contact occurs, typically at the asperities at the surface of strip and work roll.

In this mixed lubrication region, the metal-metal contact may lead to cold welding or excessive wear, resulting in surface defects. To prevent or reduce these surface defects, a strong molecular protection layer is required.
Surface protection at molecular level
Metals as such do not have a polar surface as they have a free-moving electron cloud. However, depending on the circumstances, they can have electrical charges at their surface. These may originate from various sources including deformation and friction. Also a thin oxidation layer can act as an induced dipole, where the oxide units exhibit a certain polarity, affecting the charge distribution at the surface.
An optimal designed cold rolling oil contains dedicated additives to create a molecular protective layer to prevent or reduce metal-metal contact between work roll and the metal strip. Typically, cold rolling oil contain lubricity molecules and extreme pressure (EP) molecules for this purpose. Depending on the requirements, these can be rather simple combinations, but also multi level technology can be applied.
These additives typically exist of a polar head and apolar tail. The polar head is attracted to the electrical charges at the metal surface. The apolar tail is very similar to oil molecules. By this nature, these additives prefer to move to the metal surface and provide wetting. This in contrast to oil molecules, which prefer to stay together instead of wetting the metal surface.
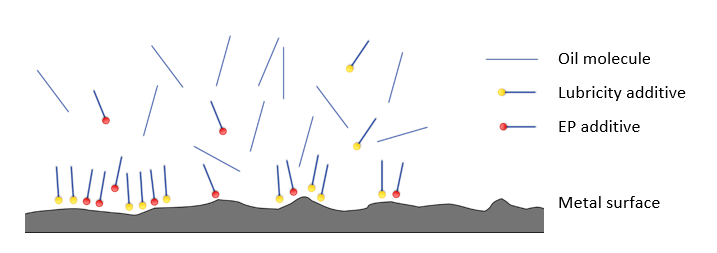
Small lubricity molecules can move quickly to the metal surface and provide the necessary fast homogeneous wetting of the surfaces of the work roll and metal strip. By doing so they provide the initial lubrication and surface protection. However, upon stronger rolling forces they may not be able to maintain the protection and that’s where larger lubricity molecules take over. So, depending on the process conditions, multi-level lubricity additive technology may be required.
When rolling forces increase further, stronger attraction between the polar heads and the metal surface are required. Lubricity molecules are based on chemisorption and therefore limited in attraction power. Therefore, upon stronger rolling forces, chemical bonds are the answer. The EP-molecules are capable to form reversible metal-additive chemical bonds. EP-molecules also have polar heads and may initially act similar like lubricity molecules. But upon locally high energy (e.g. force, temperature) they can react with the metal surface of the work roll instead of being pushed away. The formed thin EP-layer is fundamental in protection against metal-metal contact at high forces and many surface defects can be reduced or eliminated by careful selected EP additive technology.
Remarks
Q8Oils work closely together with customers to improve their cold rolling process with customized oil compositions. An important part of improvements is the correct understanding of the cold rolling mills, the operation parameters and other steps in the entire process. Optimization for each cold rolling mill separately may give the best performance and productivity.
For more information, please contact our Rolling Team at Q8Oils.



























 on screen with website. Focus on center-left of phone display.")














































































































































")



















































