

Introduction to profile Rolling
Profile rolling is a process used in metalworking and manufacturing, primarily to produce shapes with specific cross-sectional profiles. It is a continuous process in which moving a metal strip through a set of rollers a profile is produced with the desired geometry. This differs from traditional flat rolling, where the goal is to create a uniform thickness, such as metal sheet. In this article the lubrication of cold profile rolling is discussed with explanation about grip and slip regions.
Profile Rolling
A simplified scheme of profile rolling with three sets of rollers is shown below. In reality, more rollers (e.g. 5 – 30) are used in manufacturing of profiles and the amount of rollers depends on the metal strip properties and complexity of the profile produced.
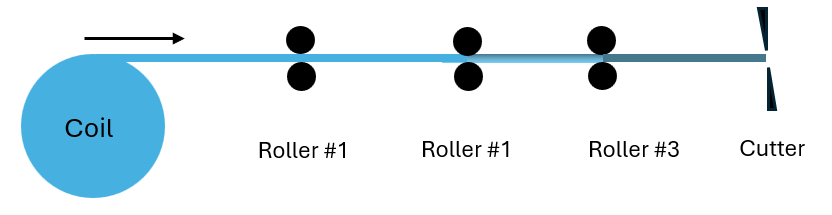
The process starts with uncoiling metal strip, passing through the rollers and finally cut into the desired profile length by a cutter. The cutting can be done with a moving cutter so the speed of the strip remains unchanged. Alternatively, the strip stops moving for a few seconds during the cutting and starts up again. This frequent stop/start actions may have negative influence on the rolling operation and surface properties as it disturbs smooth moving.
In this example, the roller set #1 does not deform the strip and is just transporting the strip into the profile rolling process. Basically roller set #1 should have good grip and forming forces are not present. At the next roller sets each time the strip is slightly deformed. Usually the profile rolling line is designed to have balanced deformation at each roller set. However, extreme forces may arise locally at certain shaping rollers.
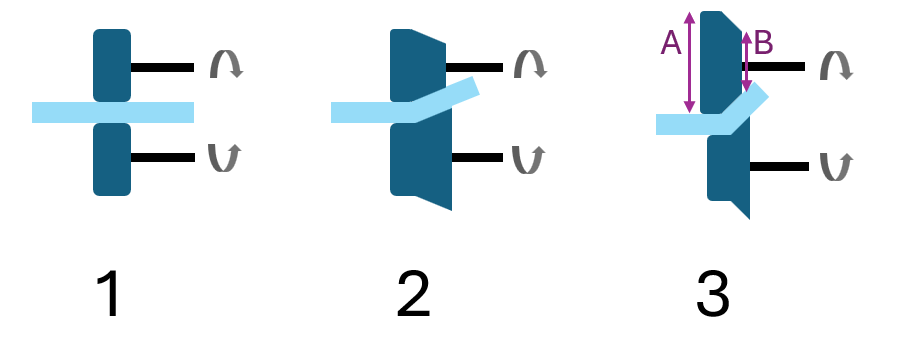
First the challenge between grip and slip is discussed. As mentioned roller set #1 can operate just based on grip and no slip should happen. Depending on material and surface properties some lubrication can be used but often lubrication is not required at such a roller design and functionality. At other roller designs, a lubricant that assists in the balance between grip and slip is important. For example, the design of roller set #3 is to deform the strip and depending on the metal properties and roller design forces can become quite high. Also with such a design, part of the roller will operate under good grip conditions while another part has to allow slip. Let’s assume that the speed of roller #3 at the B side is well aligned with the strip speed. So at side B no slip occurs and the B side is operating under good grip conditions. This automatically means that at the A side of roller #3 the speeds are not aligned. Due to the larger diameter of the A side and identical rotating velocity (same RPM) as the B side, the A side has double the speed at the surfaced contact area. The speed of the A side is twice the strip speed and hence the roller is operating under severe slip conditions. Consequently, the surface area of the entire roll has a gradient between grip and slip.
Wear at strip and roller surface
As both grip and slip occurs in the profile rolling process, different lubrication regimes are present. In the case of only grip, just some protection to prevent cold welding under high pressure is sufficient. On the other hand, under slip conditions not only cold welding should be prevented, but the protection film should also lubricate the movement of both surfaces on each other. If the lubrication film is not strong enough, surface damage may occur to both surfaces. And when roller surfaces becomes damaged, the wear out of the roller increases further exponentially, shortening its lifetime. 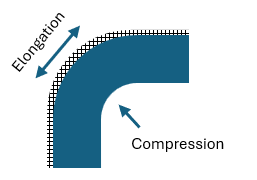
Additionally, with more extreme roller designs for sharper profile edges, also the forces in the metal strip itself are higher. In case of sharp corners, the internal stresses in the metal strip are arising from the fact that at the inside the metal is compressed, while at the outside the metal is elongated. This may lead to cracks at the strip surface and in combination with grip-slip conditions at the roller, the strip and roller surface may wear out.
Coated profiles
For many applications a coating of the profiles is required. Sometimes the coating is already applied at the strip beforehand and then the strip is processed into a profile. Depending on the coating properties, lubrication may be required. A typical coating that requires lubrication in the profile forming process is galvanized steel, or other metals with zinc coating. As discussed earlier, the outer layer of a strip undergoes extreme forces and if the outer layer is a separate thin layer, this layer may get damaged easily in the profile forming process and flakes are formed. In the case of zinc another chemical issue arises being the attraction of zinc to (tool) steel. In other words, zinc likes to stick on the rollers, especially under tough conditions such as high forces and friction between the zinc layer and roller surfaces.
Lubrication
To reduce wear of the rollers and strip surfaces, the correct lubrication should be applied. As different friction conditions are present, such as grip, slip, forming forces, chemical attraction, a balanced lubricant has been developed by Q8Oils. Special attention is given to design lubricants with high surface protection power and a good balance between grip and slip conditions. These lubricants can be used at very low dosages to reduce costs and spill. With an optimal lubrication, the wear of the rollers is highly reduced, and also the energy consumption of the roller electromotors is reduced. For operator safety, the Q8Oils profile rolling products are fully synthetic with high flashpoint and low evaporation rate.
Remarks
Q8Oils work closely together with customers to improve their profile rolling process with customized lubricants. An important part of improvements is the correct understanding of all requirements, the operation parameters of the profile rolling installation and other steps in the entire process.
For more information about profile rolling and lubrication, please contact our Rolling Team at Q8Oils.





")
































































