

De snelheid van het koudwalsen is belangrijk voor de productiviteit en voor de kwaliteit van de metalen strip. Tegenwoordig bewerken walsen materiaal met hogere snelheden dan vroeger. Zo zijn er intussen koudwalserijen die met een snelheid van 1.200 meter per minuut (3.937 ft/min) draaien. Zulke installaties vereisen dan ook een andere koudwalsolie. Daarom onderzoeken we het verband tussen de olie en de walssnelheid, want de traditionele smeeroliën zijn bedoeld voor processen met snelheden tot 800 meter per minuut (2.625 ft/min).
Het ideale smeerregime voor machines met oliesmering, zoals motoren en hydraulische systemen, is hydrodynamische of natte smering. Bij dit type smering zijn de oppervlakken gescheiden door het smeermiddel. Er is dus geen contact tussen beide oppervlakken en weinig wrijving. De ideale smering voor het koudwalsen van metalen is het gemengde regime. Bij dat smeerregime is er voldoende abrasie (contact van metaal tegen metaal) voor een hoogwaardige oppervlakafwerking, maar blijft de strip niet aan de werkwalsrol kleven of koekt hij er niet aan vast. De wrijving op een optimaal niveau houden is een grote uitdaging. Daarom heeft Q8Oils onderzoek gedaan naar het verband tussen smeren en walsen met hoge snelheid. Met behulp van nieuwe technologieën ontwikkelt Q8Oils voortdurend nieuwe koudwalsoliën op maat van de allerlaatste vereisten.
De Stribeck-curve hieronder geeft het verband weer tussen de wrijvingscoëfficiënt (µ) en de viscositeit van de koudwalsolie (Ƞ), de belasting (Fn) en de snelheid (v).
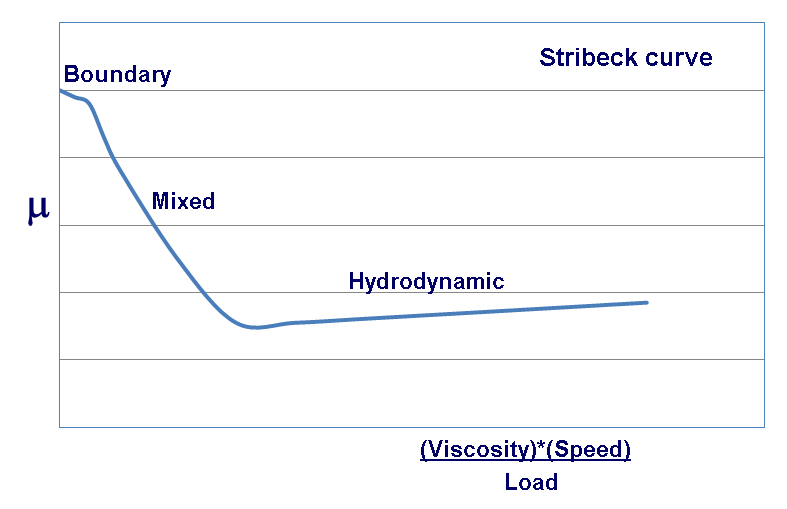
Hydrodynamische smeerregime en gemengd smeerregime
Bij hydrodynamische smering scheidt de olie de wrijvingsoppervlakken volledig van elkaar en is er geen contact van metaal tegen metaal (geen abrasie). Het resultaat is een oppervlak met een doffe afwerking. De oliefilmdikte (h) is groter dan de ruwheid van het oppervlak (R) [h >> R]. De interne vloeistofwrijving bepaalt de wrijvingseigenschappen van de smeerfilm.
 (Mixed-lubrication regime)
(Mixed-lubrication regime)

(Hydrodynamic lubrication regime)
Grenssmeringsregime
Naarmate de walssnelheid toeneemt, brengt van grenssmering overstappen op hydrodynamische smering meer risico’s met zich mee. Hydrodynamische smering veroorzaakt namelijk kwaliteitsproblemen bij het koudwalsen van metalen, zoals een dof oppervlak, glijsporen (kerven) en een kleinere reductie.
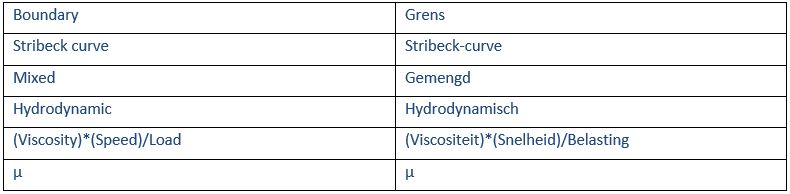
Bij gemengde smering is de oliefilmdikte gelijk aan de ruwheid van het oppervlak [h ≈ R]. De viscositeit, de viscositeit-drukcoëfficiënt en de elastische coëfficiënt van het metaaloppervlak zijn de meest bepalende factoren.
Een grenssmeringsregime wordt gekenmerkt door de volgende drie punten:
1. De wrijvingsoppervlakken maken contact met de oneffenheden.
2. De hydrodynamische effecten van de olie, of de reologische eigenschappen van bulkolie, hebben geen beduidende invloed op de wrijvingseigenschappen.
3. De interacties in het contactgebied tussen wrijvingsoppervlakken en het smeermiddel bepalen de wrijvingseigenschappen.
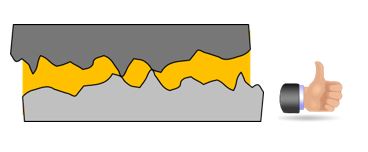
Ingang walsspleet :
Een ideale gemengd smeerregime
In een ideale gemengde opstelling:
1. De strip gaat de walsspleet in. De strip heeft een typische ruwheid.
2. De groeven zijn lang.
3. De groeven worden geperst.
4. De groeven zijn afgeplat = gaaf en glanzend oppervlak.
Bij het walsen met hydrodynamische smering zijn de metalen oppervlakken volledig van elkaar gescheiden en is er veel meer olie in de walsspleet:
1. De strip gaat de walsspleet in. De strip heeft een typische ruwheid.
2. De groeven zijn lang.
3. De groeven zijn ondergedompeld in walsolie.
4. De groeven blijven open omdat de olie in de groeven zit = dof oppervlak.
Wanneer er hydrodynamische smering optreedt in de walsspleet, neemt de walskracht toe om het verlies aan reducerend vermogen te compenseren.
Daarom is het bij walsen met hoge snelheid cruciaal om te weten welke invloed de formulering heeft, met inbegrip van de types van additieven, hun concentratie en hun wrijving. Al deze factoren beïnvloeden de Stribeck-curve en de filmdikte tijdens het walsen.
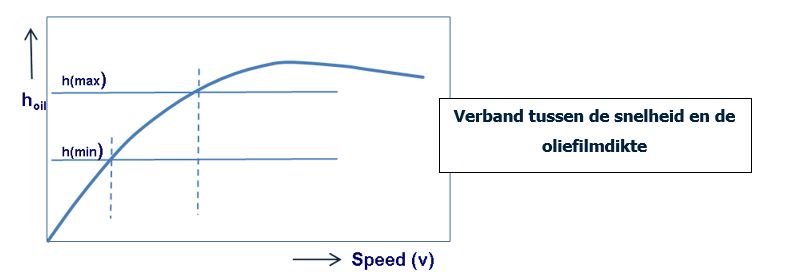
In de grafiek hierboven zien we dat er in het gebied met de optimale oliefilmdikte (hmin – hmax) voldoende abrasie optreedt om de strip te reduceren en het oppervlak glanzend af te werken. Met andere woorden: de oneffenheden van de werkwalsrol moeten in contact zijn met de oneffenheden van de strip om de dikte te verminderen en een hoogwaardige afwerking te garanderen.
In het gebied vóór hmin (walsen met lage snelheid) is de olieconcentratie in de walsspleet laag en de film niet dik genoeg om bescherming te bieden bij een vol contact van metaal tegen metaal. In het gebied boven hmax wordt de film te dik en krijgen we een hydrodynamische smering.
Onderzoek op het gebied van koudwalsen met hoge snelheid is alleen mogelijk als Q8Oils de wrijvingscoëfficiënt bij hoge snelheden kan meten. Onze apparatuur is uniek en simuleert het wrijvingsgedrag van koudwalsoliën bij snelheden tot 1.200 m/min (3.937 ft/min). Op basis van onze bestaande producten hebben we nieuwe additieven in verschillende concentraties onderzocht en nieuwe koudwalsoliën met superieure smering en prestaties onder hoge druk ontwikkeld.








































")
























